Process data tells you how the machine is running. Vision tells you what is happening to it
In the world of Industrial Automation, we have learned to trust the dashboard implicitly. If it shows stable pressures and nominal motor amps, we assume the line is healthy. But the dashboard is only as good as its sensors, and standard sensors have a very narrow definition of health.
They track the internal physics of the machine, but they are blind to the external environment. A pressure transmitter cannot see a wrench vibrating dangerously close to a crusher inlet. A flow meter cannot detect a weeping flange that hasn't yet caused a measurable pressure drop.
This disconnect between digital status and physical reality is where preventable downtime lives. AI video analytics serves to bridge this gap not by replacing your SCADA system, but by adding a visual verification layer.
The Hard Hazard: Foreign Object Debris (FOD)
In heavy manufacturing and mining, the no-foreign-object rule is easy to write into an SOP but notoriously hard to enforce on the floor. Tools get displaced, scrap metal migrates, and retention bolts loosen.
The operational consequence is severe. A piece of hardened steel entering a comminution circuit (crushers/grinders) often results in immediate, catastrophic failure. Manual inspection provides some coverage, but it relies on operators staring at high-speed belts for hours—a task where human fatigue virtually guarantees error.
How the Vision Layer Works
We replace unreliable human monitoring with specialized computer vision models. Unlike generic motion detection, Marwiz Vision’s metal object detection system is trained to classify specific threat vectors:
 Classification: It distinguishes between expected background motion (a moving belt) and anomalous objects (tools, scrap).
Classification: It distinguishes between expected background motion (a moving belt) and anomalous objects (tools, scrap).- Intervention: The system triggers an alert the moment a visual threshold is crossed, allowing the line to be stopped before the object registers an impact.
- Auditability: Unlike a manual check, the system provides automated incident logging, creating a timestamped visual record of every detection for root-cause analysis.
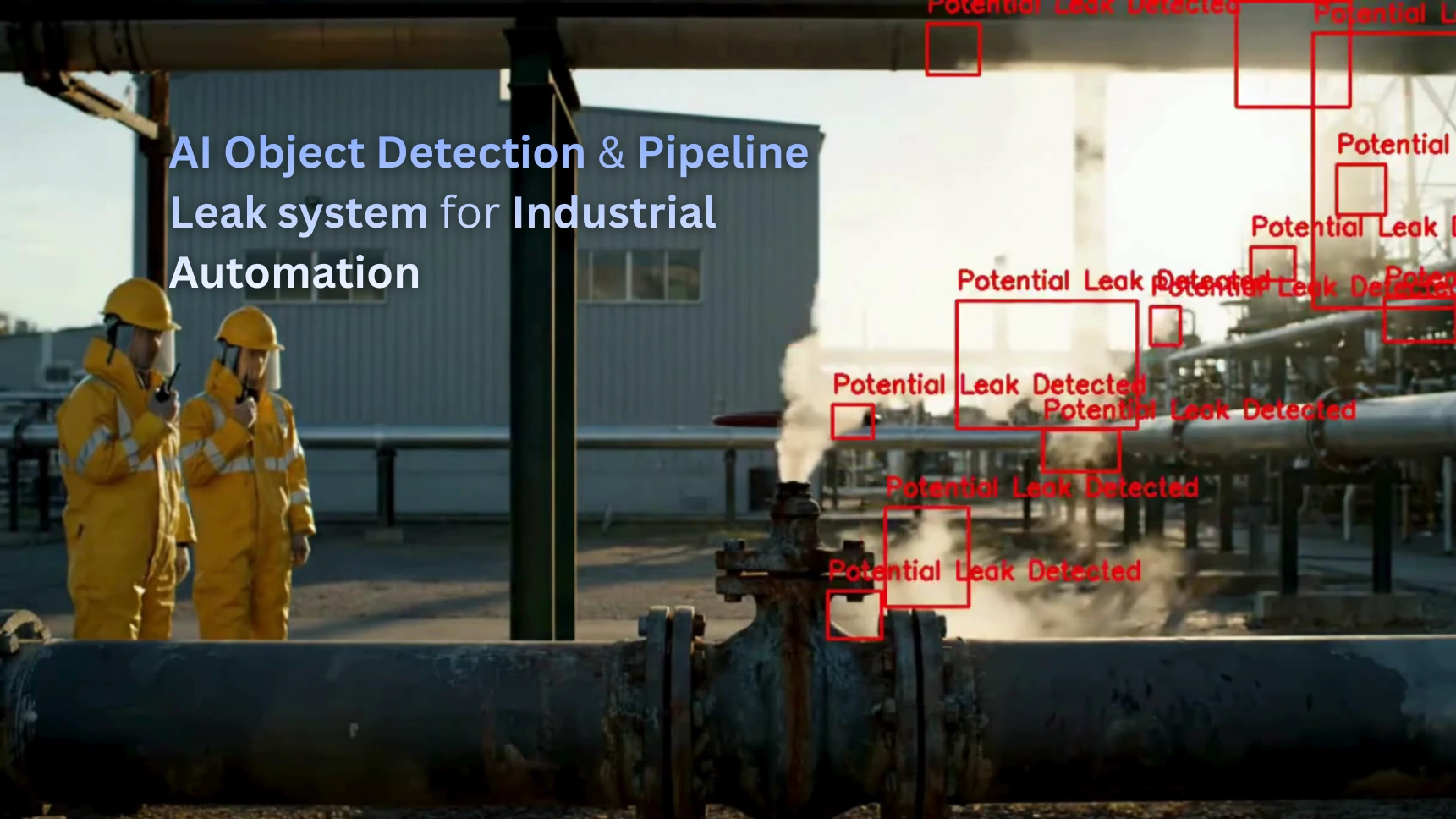
The Fluid Hazard: Visual Leak Verification
In the Chemical and Oil & Gas sectors, the primary enemy is the undetected leak.
Traditional leak detection relies on mass balance or pressure wave analysis. These methods are mathematically sound but often suffer from latency. A leak must be significant enough to disrupt the process variables before an alarm triggers. By that time, the hazardous fluid has likely already breached containment.
Beyond Pressure Monitoring
A vision-based pipeline leak detection system operates on a visual first logic. It uses existing cameras to monitor the physical infrastructure for:
- Spraying & Misting: Detecting high-pressure failures that create visually distinct aerosol patterns.
- Pooling: Identifying accumulation of liquid on floors or drip trays before it spreads.
- Flow Anomalies: Spotting irregular movement or condensation around valves and flanges.
This capability is essential for Industrial compliance. Detecting a leak at the visual stage before it becomes a pressure event prevents environmental reportable quantities and the associated regulatory fines.
Where Vision Outperforms Sensors
The argument for AI is not about replacing sensors, but covering their blind spots.
| Feature | Standard Sensors (Pressure/Flow) |
AI Vision Layer |
|---|---|---|
| Detection Speed | Reactive (Triggers after pressure drops) | Proactive (Triggers upon visual confirmation) |
| Context | Data only (e.g.: Pressure Low) | Visual Proof (e.g.: Leak at Valve 4) |
| Coverage | Internal Process Only | External Physical Environment |
| Infrastructure | Requires pipe penetration | Non-intrusive (Uses existing CCTV) |
The Engineering Reality: Physics, Not Magic
For the plant engineer, the feasibility of these systems usually comes down to one question: Infrastructure.
Vendors often gloss over this, but optical sensors (cameras) are bound by physics.
- Lighting is Critical: If your conveyor tunnel is pitch black, the AI cannot classify objects. Illuminators are often a necessary retro-fit.
- Occlusion: The AI can only detect what it sees. Piping complexity can hide leaks from a fixed camera angle.
- Integration Strategy: The advantage of modern solutions is that they are generally software-heavy. They overlay onto your existing CCTV IP stream, meaning you rarely need to run new conduit. You are leveraging an asset you already own (security cameras) for a new operational purpose.
In Conclusion: There is no such thing as a fully safe plant, but there are plants that see hazards coming and plants that don't. By combining detection models for solid hazards and visual monitoring for fluid leaks, you close the visibility gap that traditional sensors leave open. You move from a reactive stance fixing machines after they break to a proactive stance clearing hazards before they strike. For technical details on system compatibility and software integration, visit Marwiz Vision. To determine if your current camera placement is sufficient for these applications, a site feasibility assessment is required. You can request one via the Contact Page.
Ready to get started?
Are you exploring your digital signage project needs (software and content)? Looking for just the digital signage display software or a full-scope proposal? Interested in a custom software solution tailored to your specific requirements? Would you like a personalized software demo?